PROJECT RECORD / 2D VISION
2D 视觉检测案例 / P1X0 软线焊接视觉检测
P1X0 软线焊接视觉检测
面向软线焊接工位,分别处理来料识别和焊接质量检测,并保留订单号、工装号、OK/NG 图像,方便现场复检。
PROJECT TASK
一个焊接工位,需要同时识别来料和检查焊点
现场存在多种托盘和混线来料。系统先识别产品与工装,再对软线、Pin 针和焊接区域进行判断。
作业条件
- 上料托盘存在差异,需要确认产品类别和工装信息。
- 焊点、软线和 Pin 针区域尺寸小,反光与遮挡会影响成像。
- NG 件需要保留图像,并支持操作员复核和后续处理。
结果记录
订单号、工装号、缺陷位置、OK/NG 状态和复检图像关联保存,便于现场查询。
SYSTEM RECORD
双相机分工,结果集中保存
来料识别、视觉判断、复检动作和图像记录组成一条工位流程。
来料识别
上相机读取产品类别与工装信息,为后续检测调用对应参数。
焊接检测
下相机采集 Pin 针、软线和焊接区域,输出缺陷位置与 OK/NG 状态。
接口联动
结果通过 PLC、传感器和 RFID 等现场接口进入控制与记录流程。
复检留图
订单号、工装号、缺陷图像和复检结果关联保存,便于现场查询。
WORKFLOW
从产品识别到复检记录
流程顺序来自项目资料中的工位说明,具体信号和保存周期按现场验收口径确认。
产品识别
上相机读取产品类别与工装信息。
区域成像
下相机采集 Pin 针、软线和焊接区域。
结果判定
软件输出缺陷位置和 OK/NG 状态。
复检记录
NG 图像、订单号和工装号关联保存。
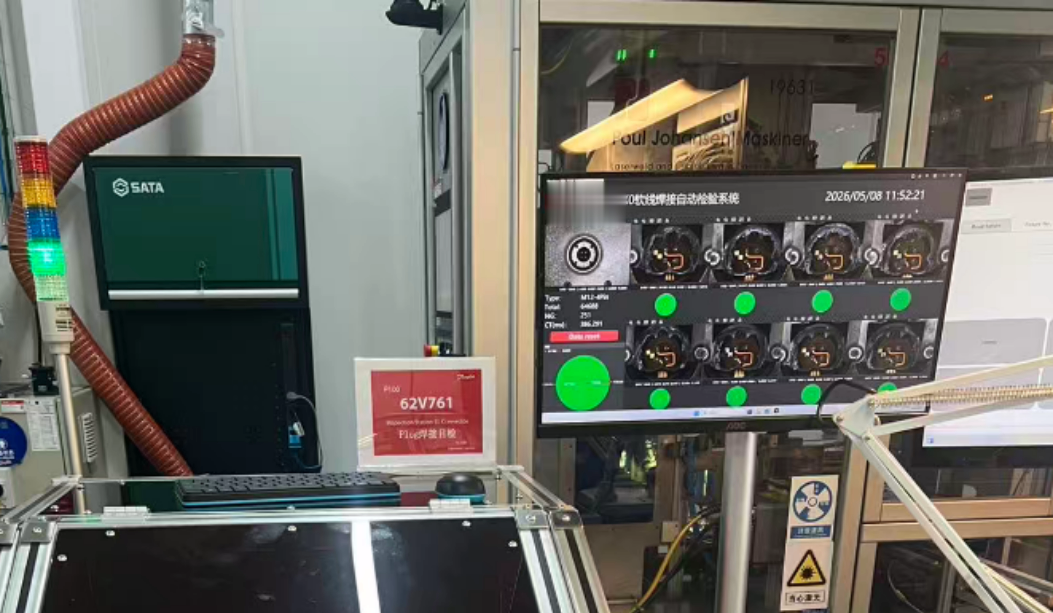
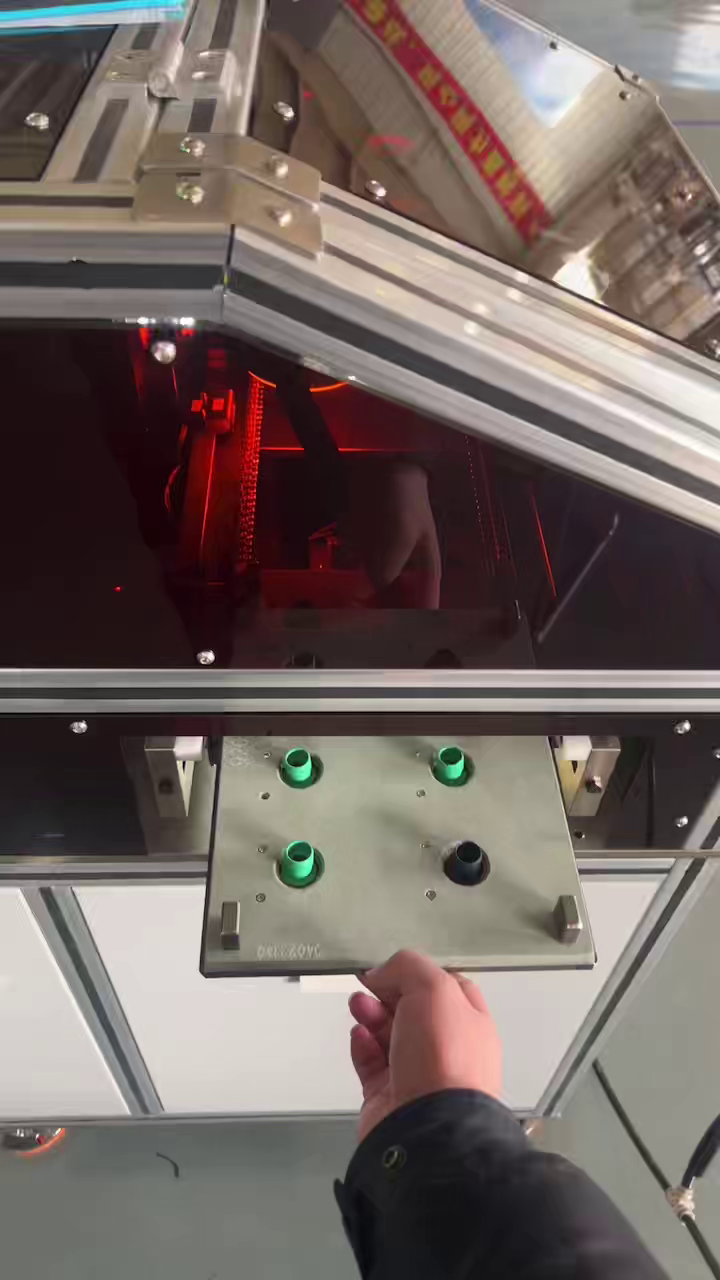
SITE EVIDENCE
现场画面
画面展示检测界面、工件细节和相机工位。


ACCEPTANCE FOCUS
验收时确认样品、判定和记录
- 合格件、缺陷件和边界样品的识别口径。
- 混线切换、反光遮挡和软线位置变化对判定的影响。
- NG 图像是否保存,复检结果和后续动作是否可查询。
- PLC、RFID、传感器与现场控制流程的信号对应关系。